
Author and Northern Woodlands contributor Jamie Sayen recently released a new book entitled You Had a Job For Life, published by University Press of New England. It’s the story of the life and death of the paper mill in Groveton, New Hampshire. In this excerpt, from chapter three of the book, we get an inside look at the papermaking process that the mill employed.
Northern New England softwood paper has been highly valued for over a century because its fibers tend to be longer and stronger than hardwood fibers or those of softwoods grown in warmer climates. Wood is composed of cellulose, hemicellulose, and lignin, a natural glue that holds together the cellulose. Lignin is light brown and, if not removed, contributes to the chemical degradation of paper.
The pulping process separates wood fibers to create pulp – cellulose fibers embedded in water. The Groveton mill relied on chemical pulping, as opposed to mechanical pulping, for its fine papers and tissue papers because this process produces pulp that is stronger and more bleachable. The yield from chemical pulp is only 40 to 50 percent of the wood used, while the yield from mechanical pulping is about 95 percent. Mechanical pulping grinds logs or chips, but in the process it damages fibers and does not remove lignin. Accordingly, it is commonly used for newsprint and lower-grade papers. It was not utilized in the Groveton mill.
Groveton’s chemical process required a sulfuric acid solution, called “liquor,” that was produced in the mill’s two acid towers. As a young man in the late 1940s, Hadley Platt transported lime to the acid towers: “We used to load these big [lime] rocks into these little carts, put them on that elevator, and take them up to the top. An old guy was up on the top all the time. Us two young fellows would load this stuff by hand. Big chunks of rocks. They’d come in in them big open [railroad] cars. They had a couple of old guys that would throw them out of cars, too. They didn’t have no machines. They had to do it all by hand. [We were paid] about sixty-five, seventy cents an hour.”
Sulfur chunks also arrived in railroad cars. Unloading the sulfur, Pete Cardin recalled, “was a horrible job. They would have boxcars with solid sulfur – chunk sulfur – and that would all have to be shoveled into a conveyor system and then put into a tank where they would melt the sulfur. Just nasty jobs. You work around that stuff all day – you know the dust and what have you.” The sulfur was cooked in a burner to produce sulfur dioxide. The crew had to monitor the mix of air and sulfur so that the process produced sulfur dioxide and not sulfuric acid. The hot sulfur dioxide gas flowed through cooling tubes to achieve the desired temperature as it entered the tower at its base. Water, introduced from above, trickled to the bottom of the tower, where it was collected as acid cooking liquor and piped to the digesters. Some of that water formed a heavy steam cloud that produced a foul sulfur smell.
Jim Wemyss explained how the acid towers could cause London fog in Groveton: “To make the liquor, we had Jenssen towers. You fill those [two] towers with lime rock, which I think was mined over in Vermont. The sulfurous gas passed up through the Jenssen towers from the bottom to the top, and by the time they’d got to the top, it was mostly absorbed with the water that trickled down over the lime rock. But a little wisp went out of the top of the Jenssen tower, and it seemed to have a specific gravity that made it attract to the ground rather than go off into the stratosphere. A cool morning, or an evening, especially in the fall, it came down like a fog. It didn’t stay all day; it would be for a few hours. It would not be allowed today, I don’t think.”
Greg Cloutier, who grew up in Groveton in the 1950s and 1960s, recalled the evening discharge: “The acid towers would put the steam cloud out at night, and I remember it hung low over downtown. I knew it was important to get home before 9 p.m., the curfew, because the sulfur smell took over the town after that time.”
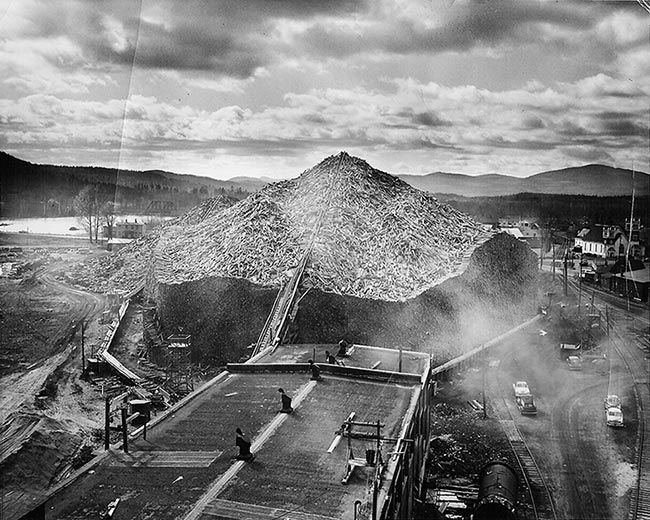
Pulpwood entered the mill at the wood room, in the southwest corner of the mill. After the logs passed through the wood room’s chipper, the chips were screened to remove sawdust and excessively large chips. The screened chips rode a conveyor to the top of the four-story digester building. There they were packed into one of the four digesters that cooked the chips at high pressures and temperatures in the sulfuric acid solution.
The digesters were like giant pressure cookers, fifty to sixty feet high and approximately eighteen feet in diameter. The digester crew loaded fifteen to eighteen cords of chips into a softwood digester and then added the acid solution and sodium carbonate (Na2CO3). Mill workers referred to sodium carbonate as “sody ash.” It softened wood chips and controlled pH levels during the cooking. “Our job was to keep the sody ash mixed so you have some all the time,” Gerard Labrecque explained. “We had to wear a mask all the time on account of the dust and the sody ash. We used to shovel it out of the boxcar. Put it in the wheelbarrow and go and dump it in the tank. Then we used to put some water in and mix it up and dump it in all the tanks. Sody ash would burn your eyes, your face. That’s why we had to wear masks.”
The digester crew bolted the top of the fully loaded digester tightly, and pumped in steam to cook the chips for about eight hours. Raymond Tetreault worked on the digesters for nearly forty years: “Towards the end, I was the cook. You put the steam to it after it was full. Then as it built pressure, you had to keep relieving it – like a pressure cooker. The same thing, only a pressure cooker had a button to let the steam out. Out there, we had to do that by hand.”
After eight hours, the cook turned off the steam, and a helper climbed down three flights of stairs to open the valves at the base of the digester. Decades of climbing stairs took a physical toll on Raymond Tetreault. His wife, Lorraine, said: “Up and down those stairs — he had to have a knee replacement twice, I think. The third time, they put a rod in his leg.”
THAR SHE BLOWS
Gerard Labrecque recalled the first time he blew [emptied] a digester: “At first I was kinda scared. ‘Jesus Cripes, if I make a mistake and blow the wrong one, I could have killed a lot of people.’ There was a pipe about that big [1.5 inches] from up there to downstairs. The cook said to rap on that pipe, and he said, ‘I’ll come to the pipe. You ask me which one it is. Make sure you blow the right one.’ So I made sure I was going to blow the right one. Jeezum. That [smell] was pretty strong when you used to blow the digester.”
Tetreault wryly observed: “We never had too much visitors in the digester room because it stunk so. It would take your breath right out of you. That was strong. We had a mask over our mouth and breathe through that way. The only time it was real bad was when you’d blow. While you’re cooking it weren’t too bad, unless you had a leak. If you had a leak in the head, well you had to stand it.” Lolly LaPointe said, “When they blew a digester, I’ve seen times when you’d come out of that mill, and you’d want to walk on your hands and knees to try to get under that stuff so you could breathe. It would bring water right to your eyes.” Roger Caron recalled: “I remember growing up, my father coming home with sulfur smell, and my mother always kept his clothes segregated and would wash them every day, immediately.”
The pressure in the digester blew the chips and acid solution into blow pits. “When those digesters used to blow,” Jim Wemyss marveled, “I mean, incredible. Ten-inch [pipe], two hundred and ten degrees, chips flying right out into this big blow tank.” The softwood pulp in the blow tanks looked like beige mush. The blow pits were flooded with water to wash out some of the acids. “I went down and worked in the blow pits for a while [in the late 1940s],” Hadley Platt recalled. “I had to wash the stock with them old gents that were down in there. I was spare help. There was one old guy that used to talk to himself all the time, and when I’d think there was somebody there with him, he was all alone in one of the other blow pits. They were big old wooden pits where the stock was. They had these big hoses, and you’d reach in through a big wooden hole and wash it down. It was all old wood, and it was in really pretty bad shape.
From the blow pits the mush was pumped to the bleach room, where it was treated with bleaching chemicals, then washed and screened three times. First, chlorine, which reacts with lignin to form water-soluble compounds, was added. This solution removed chemicals and dissolved lignin. Next, in the “extraction stage,” chlorine dioxide was added. A second series of washers and screens removed chlorinated and oxidized lignin. Finally, hypochlorite, the actual bleaching agent, was added to the mush to make the paper white. It removed most of the remaining lignin. A final series of washers and screens removed chemicals and dissolved lignin. The wastewater, containing toxic organochlorines, including carbon tetrachloride, chloroform, benzene, and dioxin, was dumped into the river until the pulp mill – the wood room, acid tower, bleach plant, and blowouts – was shut down in April 1972. Thereafter, the mill purchased bales of pulp, called “hogs,” from other pulp mills, and the sulfur smell no longer perfumed the air.
The bleached mush then went to the stock preparation department, often referred to as the “beater room.” Lawrence LaPointe worked there for thirty years. Initially, he was given “the most menial job” of collecting and baling wastepaper pulled from the paper machines. The top jobs in the beater room were beater engineer and his first helper. The first helper mixed the vats for fine papers, using about 80 percent bleached virgin pulp and 20 percent re-pulped wastepaper. Then the first helper added the chemicals, the talc, the clay, the sizing, and dyes for colored paper runs.
LaPointe described the stock prep process: “A beater is a big tub with an agitator in the bottom; some of them had agitators on the side, or cutters. They would beat that paper right up and make slush out of it. You added water; then after it got to a certain consistency, you had to open a valve and start a pump. It would suck that stuff out. You’d direct it to the chest that you wanted it to go to. There was a tremendous amount of chests everywhere – big holding tanks with an agitator to keep that stuff circulating to keep the consistency the same.”
The bleaching process and stock preparation were major sources of water pollution prior to the early 1970s. “On the night shift, if there was a color change to be done, you’d take and dump all these dyes,” Bill Astle, son of a paper machine tender, said. “There would be these deep blue, deep red, and gold dyes. You’d flush out all of the trays, and it would go down into the sewer, which was a straight pipe that went right into the river. If you were out there and shined a light on it, you could see it was just brilliant. It colored the entire river. The interesting thing is if that happened today, there would be people serving jail time. But that was considered very acceptable. There was raw sewage in the same river.”
WELCOME TO THE MACHINE
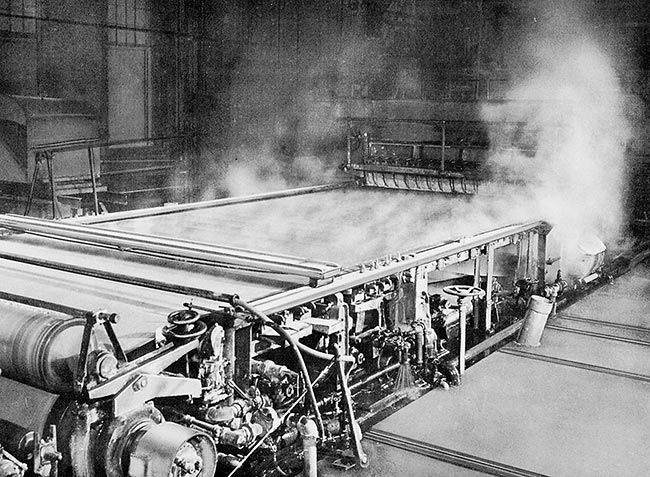
The stock was now ready for the paper machines – large, long machines that required staggering amounts of energy to operate. Channie Tilton, a former tour boss (pronounced “tower boss” by former Groveton mill workers), described a paper machine as “a giant, endless, dewatering machine.” Foils, vacuums, wires, felt, and presses transformed the slushy stock that came from stock prep into a paper product with very little moisture.
Prior to the nineteenth century, paper was made one sheet at a time in presses that squeezed the water out of the stock. Around 1800, Fourdrinier paper machines were developed to make continuous sheets of paper that formed reels. Advances in steel-making, engineering, and power generation led to the development of larger, wider, faster paper machines in the final two decades of the nineteenth century.
The top men on a paper machine crew – the machine tender and the back tender – were among the highest paid workers in the mill. Given the high pay scale, one would expect a long waiting list for these jobs, yet Joe Berube secured a job on a paper machine while still a teenager. Why? “That’s a double-edged sword,” he laughed. “Even though they were giving all these incentive payments, all this extra money, those jobs weren’t user-friendly. These paper machines are man-killers. I mean, when I first went to work there, you saw guys with eyes missing, fingers missing, arms missing from these paper machines because they were a safety hazard to work around. I’m one of the fortunate few that worked there that long that still have all my appendages.”
Five crew members operated a paper machine. The fifth hand performed all sorts of menial tasks, including cleaning. He hauled away the substandard paper to the beater room when the crew was rethreading the machine. The fourth and third hands operated the dangerous rewinder, a machine that cut the reels produced on the paper machine to narrower rolls that were sent to the finishing rooms.
The back tender, never referred to as the second hand, made the reel of paper coming off the machine at the “dry end.” He threaded the paper down the machine while it was running. Many men lost fingers on this job. In later years the mill installed a rope – a much safer method to thread a machine. The machine tender was the head of the crew, and he operated the paper machine controls at the “wet end.” If things were running well, Channie Tilton observed, “there was not a lot to do.”
The tour boss was the shift supervisor and, along with the beater engineer, he ran the papermaking process. He had to check on quality and make certain the product met specifications. Was the paper curly? Was it too dry or too damp?
The stock preparation department pumped the 4 percent solution of water and pulp to the machine chest, a big holding tank often referred to as the “4 percent chest.” Joe Berube said: “It looks almost like cream of wheat,” and it was heated to about 125 degrees to help with drainage on the “wire.” The stock was pumped up to the “stuff box” roughly thirty feet above the machine. It was then gravity-fed into a huge fan pump where additional chemicals were added.
The fan pump delivered the stock to the head box that spread it evenly onto a thirty-foot-long moving screen called the “forming fabric” or “wire.” “It’s just a big screen, and it’s made out of monofilament – Dacron in both directions,” Berube explained. “It’s like a regular fabric, only it’s a coarser weave. It’s real flimsy if you ever took it off. Those run about fifteen thousand bucks.” How long would they last?
“Typically three months, if you’re lucky. If you’re lucky. And it’s a major operation to change one. You have to get two complete machine crews, and it takes about three hours. You have to completely dismantle the wet end of the paper machine. You’ve got to get everything super clean. If you punch a hole in that thing, say the size of that ballpoint pen, you’ve ruined fifteen thousand dollars worth of equipment. So it’s pretty sensitive.”

The wire was porous, and all along its thirty-foot length, water was continuously draining out of the mushy stock. Foil blades and vacuum boxes under the wire sucked out as much as 60 percent of the water by the time the sheet reached the end of the wire. Dave Miles described one of the occupational hazards of a machine tender: “It’s always wet up there. It got so, when I was running Number 1 [paper machine], between [my feet] and my toes would all bleed. I went to the doctor about it, and he said it was because of the dampness. I’d come home and take my shoes off, and my socks would be all blood. That’s one reason why, when I got onto [back tender on Number] 6, I was comfortable. Shortly after that, my toes all healed up because it was so much dryer. My wife could tell you I threw away more socks.”
At the end of the wire a “cooch roll” vacuumed more water, reducing the amount of moisture to about 15 percent. The sheet passed from there onto a quarter-inch-thick felt. “In the old days they used to be made out of real fine, virgin wool,” Berube said. The felts took the sheet through a squeeze press that Berube compared to “old wringer washing machines” and fed it onto the first press, where a vacuum roll under the felt sucked more water out. A second press, with a second felt, removed more water. A third press, called a “smoothing press,” was used on some, but not all, grades of paper. It added smoothness to the paper and helped determine the caliper (thickness) of the paper.
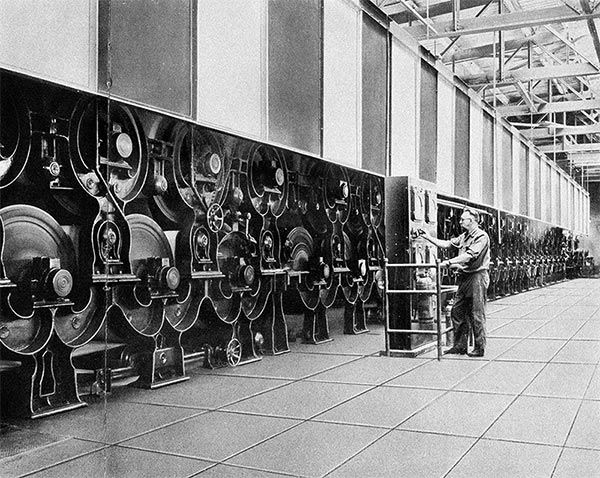
After the three presses, the sheet of paper entered the drying sections. The main section on Number 3 paper machine consisted of thirty-six big round drums. Steam was pumped into the dryers at about 125 pounds of pressure from both top and bottom. The first of these dryers applied low heat, and each subsequent dryer gradually increased the temperature. “You don’t want it too hot near the wet end,” Berube explained, “[because] it will set what they call a curl in your sheet. You want to keep your sheet flat.” The sheet of paper retained only about 2 percent moisture when it emerged from the first set of dryers. It entered the size press, where starch and other chemicals called “fillers” were added; they gave the final sheet its special surface properties. In the size press, the sheet regained considerable moisture, most of which was then removed in the ten after-section dryers.
Finally, the sheet, now containing about 5 percent moisture, went through a vertical set of rollers called the calender stack at the dry end of the machine. Calenders applied pressure to fix the caliper, or thickness, and smoothness of the paper. Berube cautioned, “There is a problem running too much calender pressure. That’s a whole other science altogether. Sometimes you get calender marks and what they call stack veins in your sheet, plus you can run into real structure problems: corrugations, ridges, stuff like that. If you get too bad of a corrugation or ridge in a reel, you have to throw the paper out.”
“The back tender was in charge of building the reel,” Dave Miles said. “Make sure you’ve got a good reel, so it would go out the door, rather than a bad reel and have to be cut up and sent back to the beater room. You had to keep your eye on it all the time. If you got hot spots in here, the reel would go soft. You’d be feeling along here and you could tell when it was soft just by tapping it – an experienced back tender. A lot of people would come into the mill on tours, they’d come over [and touch the reel and recoil from the heat]. Once you got used to it, your hands could stand that, but if you weren’t used to it, it was hot on your hand.”
A reel of paper on Number 3 was usually five or six feet in diameter and weighed five tons. To remove a full reel and start a new one while the paper machine continued to churn out paper, the crew at the dry end brought an empty reel down and kicked out the full one; the fifth hand cut the sheet, and the back tender used an air hose underneath the new reel to blow the paper onto it. Berube recalled that when he started on Numbers 1 and 2 paper machines in 1964, “a guy would be there with a gallon pail of water, and he would throw it in behind this reel at the same time that they kicked the existing reel out and the water would make [the paper] stick on this [empty] spool. That’s the way the old-timers used to do it.”
Whenever paper machine crews changed an order, or when there was a tear in the sheet, a “break,” the back tender would have to rethread the paper through all the presses and dryers and back onto the reel. Joe Berube described the process: “A lot of your breaks would be in the midsection where the size press is. This is like liquid cornstarch. It’s a real watery solution, but it’s one hundred and forty degrees and it’s got pipes the whole width of the sheet all the way across, top and bottom. You’re actually gaining about ten pounds of weight with this cornstarch, and it sealed both sides of your sheet so it gives it a lot smoother sheet. Either you’d lose your starch here, or you’d have a hole come down, and it would hit that starch and pop it and break it there. And so, you’d have to cut a narrow strip of paper, and your back tender would come along, and he’d have to thread that through, back over the paper machine. You’d add right onto the reel. You’d take a lumber crayon, and you’d mark it on the side of the reel where the break was. After you took the reel off the machine, the rewinder would stop there, and he’d cut out any bad paper, skin it out, take it off, and make a splice. They had this two-edged double-thick splicing tape so there wasn’t any actual bad paper there by the time he got through. You’d splice it and flag it, so that when this was taken out to the finishing room, they would stop it where the splice was and kick that splice out, and they’d have good paper.”
Joan Breault worked in the tissue finishing room in the 1950s: “There was a big open doorway right into the dry end of Number 3 paper machine. We could see right down the length of the machine. Charlie Allin from Lancaster was the back tender. He threaded it. I can remember seeing him taking a tail and going. They alternated hands putting it through the different rolls. Guiding it through. And the rolls were running. Charlie made it look so easy, and you knew it wasn’t. He was fabulous on the machines.”
When the sheet failed to thread through the paper machine, a disaster referred to as “haying,” the entire crew had to pull the balled-up paper onto the machine room floor. “I’ve seen many times, we would hay so bad, we’d have to shut the machine down – we had no place to pull the paper,” Dave Miles said. “The whole place was full of loose broke. Everybody worked when that went down.” How often would you have a break on an eight-hour shift? “If you had a good day,” Berube answered, “you didn’t have any breaks. It would depend on what type of paper you were running.”
When a paper machine was making unsellable paper, the mill was not making money. The crews dropped everything to fix the problem in the shortest time possible. “The amazing thing was that that culture in that mill was a culture of urgency,” Pete Cardin explained. “A sense of urgency. Everybody understood it; when a paper machine went down, as soon as it went down, started to hay, we had a sheet break; as soon as that happened, if you weren’t moving, I mean somebody was going to kick your butt, and it was going to be one of the other guys that you were working with because our job was to get this thing back on the iron as fast as we can. So guys would run tssk, tssk, tssk. Everybody knew exactly what they were going for; everybody had their role to play. You don’t think, you just do. Put the sheet on, get it down. There’s a lot of whistling and screaming. It’s pretty cool. Get the sheet down, get it on the reel; what a sense of accomplishment. We’ve done it in, ‘Oh, man, what was that down to?’ ‘Five minutes.’ ‘Oh, all right!’ That sense of urgency is for the company. We were smart enough to understand that without that machine, without it running, we don’t have a job. So it was a good culture that way; it was a great culture.”
Excerpted from You Had a Job for Life: Story of a Company Town by Jamie Sayen, published by University Press of New England.
Discussion *